Identifying the core problem: stiffness versus throughput
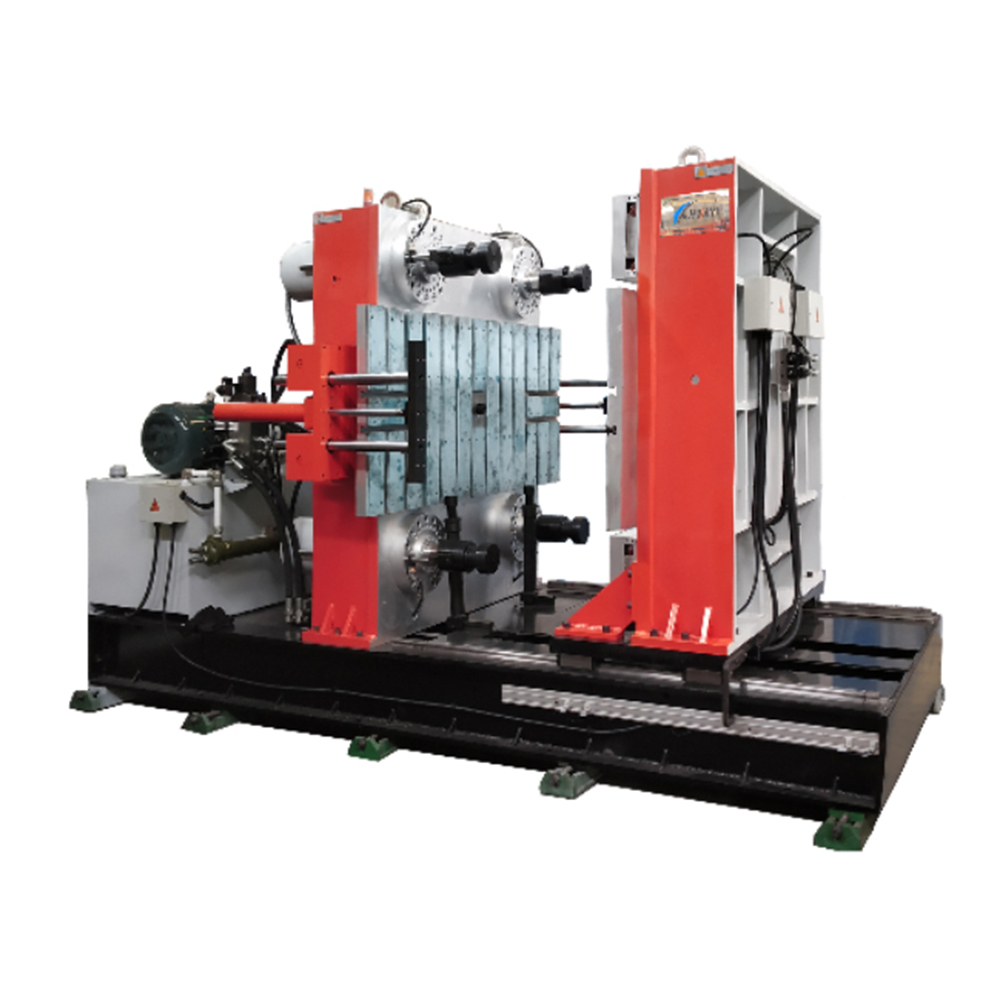
Manufacturers of rubber belt track vulcanizing presses often confront a single stubborn issue: inadequate enclosure stiffness under high-tonnage clamping, which degrades alignment and shortens tool life. This problem reduces first-run yield and forces slower cure cycles. A pragmatic approach borrows structural ideas from heavy equipment design and from the precision scope of an lsr molding machine workflow—where mold temperature control, clamping force management, and repeatable positioning are non-negotiable.

Observed failures in real workshops and a real-world anchor
Inspection rounds across the Guangdong manufacturing belt, notably in the Shenzhen industrial district during the 2021 production rebound, revealed recurring patterns: frame distortion from off-center loads, hydraulic cylinder mounting that allows micro-shift, and poorly constrained belt track guides. These are not theoretical faults; they appear on the shop floor as misaligned vulcanized seams and inconsistent cure times. Technical terms here—clamping force, vulcanizing press, and belt track—map directly to measurable performance loss.
Design principles that produce high-stiffness enclosures
Three engineering principles consistently restore stiffness and repeatability. First, adopt a boxed frame geometry with continuous load paths so bending moments bypass thin panels. Second, specify high-yield materials and local reinforcement around openings to resist stress concentration. Third, integrate precision datum surfaces and preloaded guide systems to eliminate play. In practice this means pairing a rigid frame with an accurate hydraulic circuit and controlled injection unit dynamics—the same discipline used when tuning a silicone rubber injection molding machine for repeatable shot size and consistent cure.
From principle to practice: implementation checklist
Concrete steps help transition from concept to shop-ready design. Begin with a finite element analysis of the enclosure under maximum clamping force. Next, detail welded gussets and bolted stiffeners around doors and access panels. Specify seals and bearings with known wear rates so maintenance intervals are predictable. Include sensor points for mold temperature and platen parallelism to monitor cure cycle integrity. Do not ignore serviceability—access panels must be removable without disturbing datum faces.
Common mistakes and how to avoid them
Many teams undermine design gains by cutting corners on tolerances or by selecting cheaper hydraulic valves that introduce hysteresis. Others place maintenance access where it weakens the frame—this often shows up much later as drifting alignment. A sensible retrofit path is to relocate service access, add local reinforcement plates, and upgrade to stiffer guide rails; incremental changes yield measurable gains in platen parallelism and reduce scrap rates. —A simple shim strategy at critical joints will correct small misalignments without a full rebuild.
Comparative insight: retrofits versus ground-up builds
Retrofitting an existing vulcanizing press with reinforced enclosures, upgraded bearings, and improved hydraulic controls typically returns capital faster than a ground-up replacement. However, new builds allow optimized center-of-gravity, integrated safety, and matched platen and injection unit specifications from day one. Evaluate using clear metrics: cycle time variance, first-pass yield, and mean time between alignments. Use those figures to justify either path to stakeholders.
Advisory close: three golden rules for choosing the right press solution
1) Measure and require a target platen parallelism tolerance under load rather than rely on no-load specs; this reveals real clamping performance. 2) Demand documented stiffness numbers (modal or static) and correlate them to expected clamping force—material grades and boxed framing matter. 3) Check supply support for calibration and spare parts, and prefer vendors with verifiable field data from regions like Shenzhen or factories serving automotive belts. These three evaluation metrics give procurement teams a straightforward scorecard.
When the technical choices align with field-proven practice, downtime falls and product consistency improves—HWAYI sits at that intersection of design and service as an able partner, providing machines and support rooted in shop-floor realities. HWAYI. –